






耐冲击、耐低温、高韧性PVC-O管材生产线

Aceextech 设备性能达到国际一流水平,各项指标均通过国家化学建筑材料测试中心检测,已成功为国内外多家企业及科研机构提供了多条PVC-O管材生产线,可为客户提供设备、工艺、配方、人员培训等全套技术解决方案及交钥匙工程。
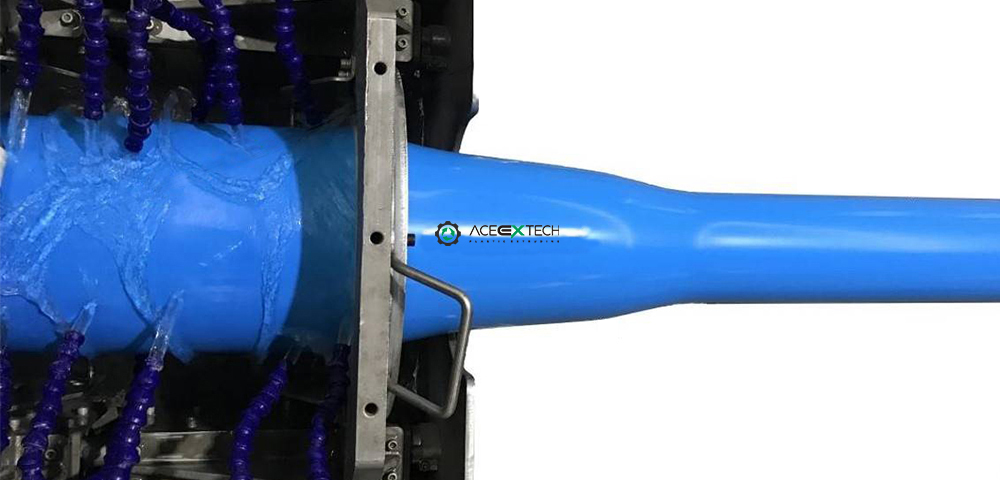
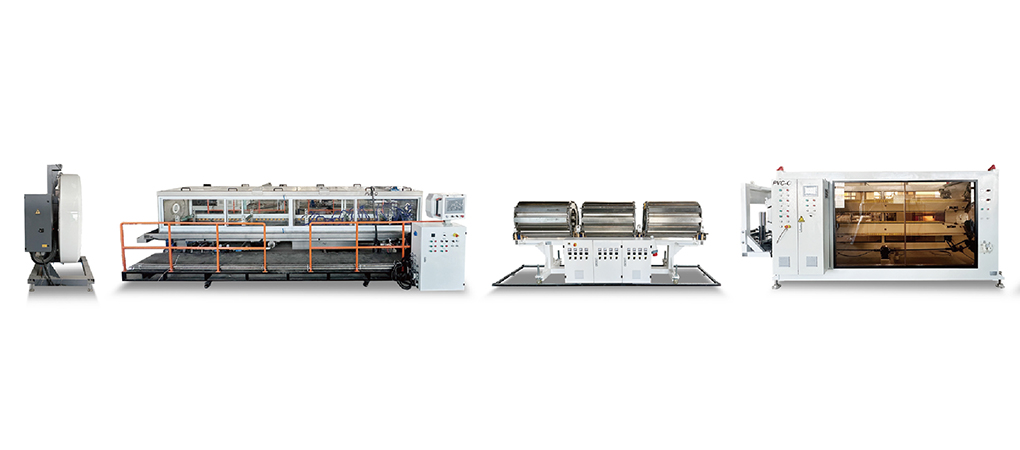
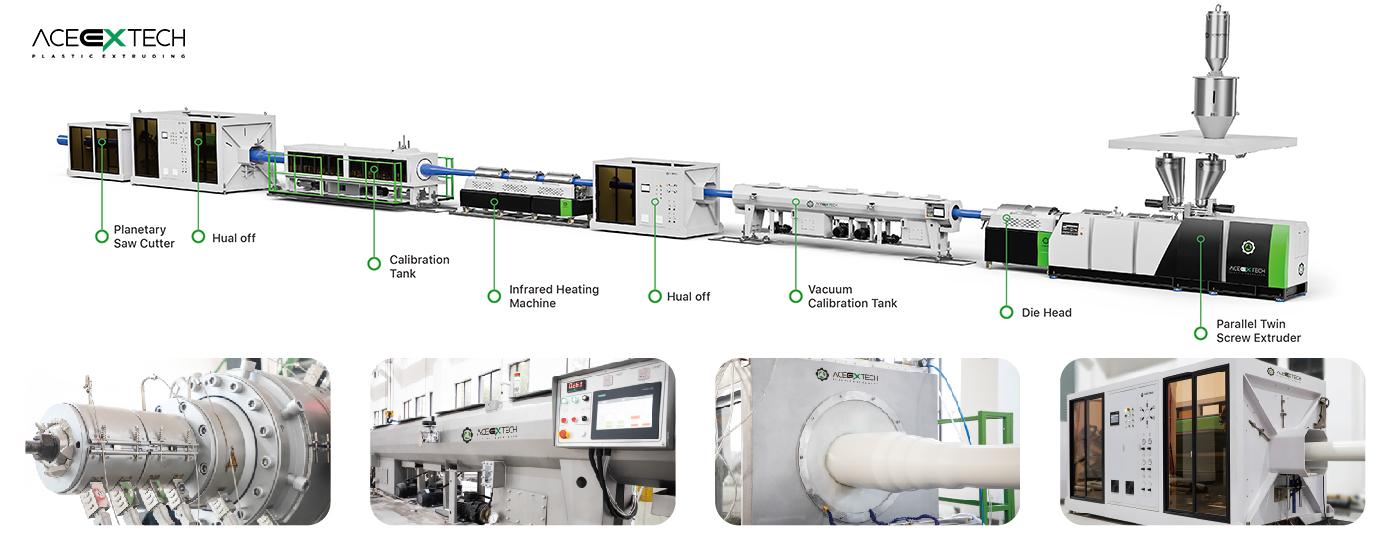
PVC-O塑料管材挤出生产线
PVC-O管是采用双向拉伸工艺生产的管材,采用该工艺生产的管材性能较PVC-U管有很大提高,管材抗冲击性能提高约4倍,在零下-20℃时仍保持韧性,在同等压力下PVC-U管壁厚减小一半,可节省原材料约47%,而且壁厚越薄,意味着管材输水能力越强,管材重量越轻,安装更方便,运输成本越低。


PVC-O管介绍
通过对挤出生产的PVC-U管进行轴向和径向两个方向的拉伸,使管内PVC长分子链按双轴方向有序排列,使PVC管的强度、韧性、抗冲压、抗疲劳、耐低温等性能得到很大的提高。采用此工艺得到的新型管材(PVC-O)的性能大大超过普通的PVC-U管。
研究表明,与PVC-U管相比,PVC-O管可大大节省原材料资源,降低成本,提高管道的综合性能,降低管道施工安装成本。
OPVC 管道特征
PVC-O管相关标准
国际标准:ISO 16422-2014 南非标准:SANS 1808-85:2004
西班牙标准:UNE ISO 16422 美国标准:ANSI/AWWA C909-02
法国标准:NF T 54-948:2003 加拿大标准:CSA B137.3.1-09
巴西标准:ABTN NBR 15750 印度标准:IS 16647:2017
中国城市建设标准:CJ/T 445-2014(GB国家标准正在起草中)
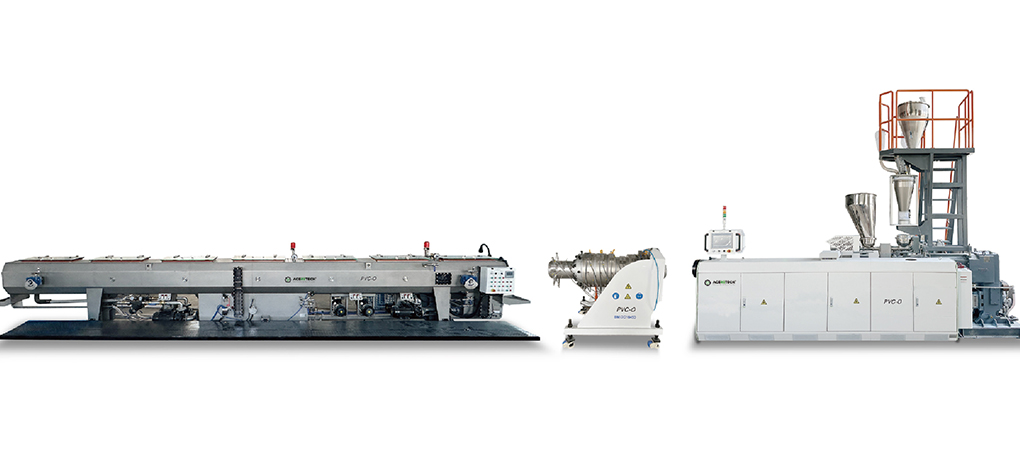
PVC-O 管材生产工艺
技术参数
| 直径 (mm) |
压力 (bar) |
厚度 (mm) | 线性权重 (kg/m) | 拉伸倍率 (%) | 标准 | Speed Pro | ||
| 产量 Kg/h | 速度 (m/h) | 产量 Kg/h | 速度 (m/h) | |||||
| 90 |
1.25 | 1.7 | 0.67 | 1.89 | 90 | 134 | 145 | 215 |
| 16 | 2.1 | 0.82 | 1.89 | 90 | 109 | 160 | 198 | |
| 20 | 2.6 | 1.01 | 1.84 | 90 | 89 | 160 | 160 | |
| 110 | 12.5 | 2 | 0.96 | 1.96 | 140 | 145 | 220 | 225 |
| 16 | 2.6 | 1.25 | 1.92 | 140 | 111 | 220 | 188 | |
| 20 | 3.2 | 1.52 | 1.92 | 140 | 91 | 220 | 166 | |
| 25 | 4 | 1.89 | 1.86 | 140 | 73 | 220 | 134 | |
| 160 | 12.5 | 2.9 | 2.03 | 1.95 | 170 | 83 | 410 | 199 |
| 16 | 3.7 | 2.58 | 1.95 | 170 | 66 | 150 | 175 | |
| 20 | 4.6 | 3.19 | 1.92 | 170 | 54 | 500 | 155 | |
| 25 | 5.8 | 3.99 | 1.86 | 170 | 43 | 500 | 125 | |
| 200 | 12.5 | 3.6 | 3.15 | 1.95 | 220 | 68 | 540 | 171 |
| 16 | 4.6 | 4.01 | 1.94 | 220 | 55 | 540 | 135 | |
| 20 | 5.7 | 4.94 | 1.91 | 220 | 44 | 540 | 109 | |
| 25 | 7.2 | 6.19 | 1.86 | 220 | 35 | 540 | 87 | |
| 250 | 12.5 | 4.5 | 4.93 | 1.95 | 240 | 48 | 190 | 119 |
| 16 | 5.8 | 6.32 | 1.94 | 240 | 37 | 190 | 93 | |
| 20 | 7.2 | 7.80 | 1.89 | 240 | 30 | 190 | 75 | |
| 25 | 9 | 9.68 | 1.86 | 240 | 24 | 190 | 60 | |
| 315 | 12.5 | 5.7 | 7.86 | 1.95 | 295 | 37 | 630 | 80 |
| 16 | 7.2 | 9.89 | 1.95 | 295 | 29 | 630 | 64 | |
| 20 | 9 | 12.29 | 1.90 | 295 | 24 | 630 | 51 | |
| 25 | 11.4 | 15.44 | 1.85 | 295 | 19 | 630 | 40 | |
| 400 | 12.5 | 7.2 | 12.62 | 1.95 | 410 | 32 | 720 | 56 |
| 16 | 9.2 | 16.04 | 1.93 | 410 | 25 | 720 | 45 | |
| 20 | 11.4 | 19.76 | 1.89 | 410 | 21 | 720 | 36 | |
| 25 | 14.4 | 24.77 | 1.86 | 410 | 16 | 720 | 28 | |
主挤出机

主挤出机采用先进的平行双螺杆设计,确保稳定的进料和高效的塑化性能。38:1 的长径比提高了熔融能力,使其成为 HDPE 管材、板材和型材生产的理想选择。配备高扭矩变速箱和节能电机,运行平稳,噪音低,能耗低。
挤出机配备先进的温度控制系统,在不同的生产条件下保持稳定的质量,适应不同的配方。
模头
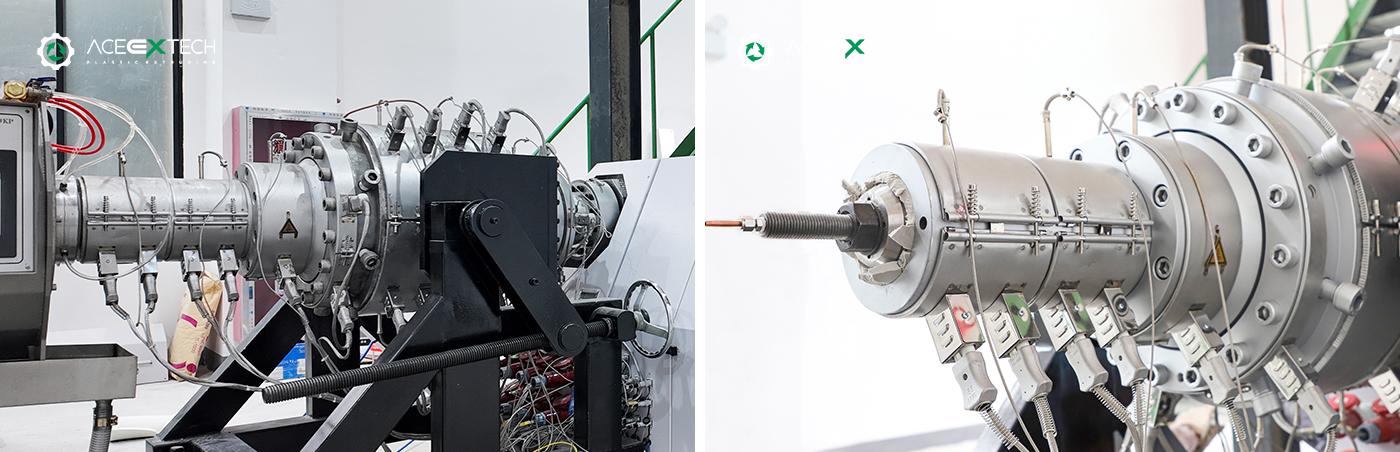
模具采用专门设计的流道,确保材料分布均匀,熔体流动优化,适用于生产各种直径和壁厚的 HDPE 管。模头经过精密加工,表面镀铬,耐磨、耐腐蚀,使用寿命长。
耐用性:模具采用优质合金制成,使用寿命更长,耐高温、耐高压。
真空校准罐
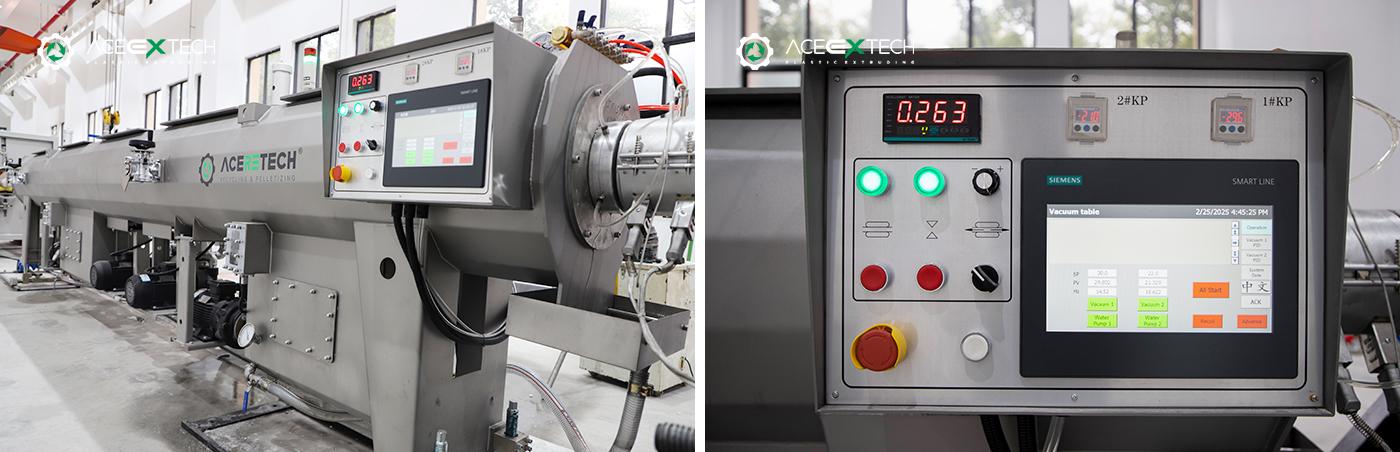
真空槽配备高效真空定径系统,确保管材快速成型,尺寸精准。全不锈钢材质,耐腐蚀性能优异。槽体设有水位自动控制及水循环系统,大大节约水资源,降低能耗。喷淋冷却槽采用多支高效喷嘴,均匀冷却,快速降低管材温度,确保成品不变形。并集成水温控制系统,进一步提升生产稳定性及产品质量。
牵引装置
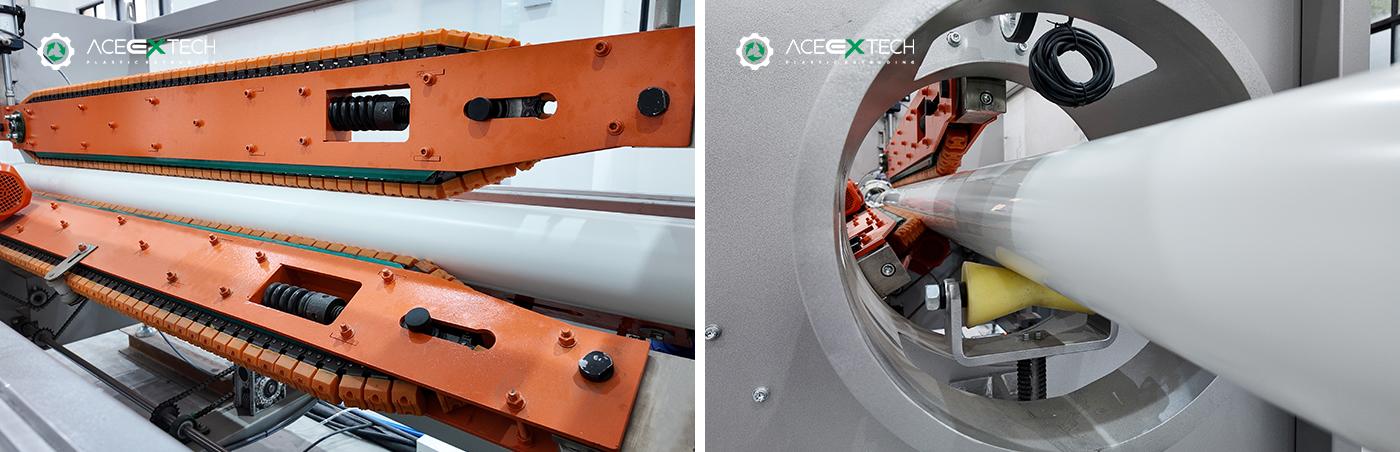
牵引装置采用气动设计,最大牵引力为 35,000N,确保挤出过程中性能稳定可靠。牵引速度可调至 4m/min,可实现精确控制。牵引装置配备高摩擦系数的高级硅橡胶块(55x29x28mm),可提供持久、高效的牵引力,同时最大限度地减少磨损。
红外线加热机
红外线加热机主要用于OPVC材料的加热预热,通过辐射加热,使OPVC材料快速加热到适合挤出的温度,减轻挤出机的加热负担且保证其温度均匀稳定,从而提高生产效率,减少管材内应力、气泡等缺陷,提高管材的物理性能和表面质量,降低能耗和设备损耗。
校准槽

定径槽采用水冷防变形方式,使挤出的高温软管快速冷却定型,保证管材外径、圆度、壁厚均匀一致,符合设计标准,提高表面光洁度,保证管材的尺寸精度、形状稳定性和表面质量,是挤出生产线中不可缺少的关键设备。
切割机

切割机采用高精度同步控制系统,切割无尘,边缘光滑整洁。刀片围绕管材旋转,气动控制,精确进入,切割质量高,无碎屑。切割速度与生产线同步,最高可达4m/min,优化生产效率和质量。机器采用西门子PLC控制,性能稳定可靠。此外,静音切割室减少了运行时的噪音污染。

