






Линия по производству ударопрочных, устойчивых к низким температурам, высокопрочных труб из ПВХ-О

Производительность машин Aceextech достигла международного первоклассного уровня, и все показатели прошли проверку Национального центра испытаний химических строительных материалов. Мы уже успешно поставили несколько линий по производству труб из ПВХ-О многим компаниям и научно-исследовательским институтам в стране и за рубежом. Мы можем предоставить клиентам полный набор технических решений, таких как оборудование, процессы, формулы и обучение персонала, а также проекты под ключ.
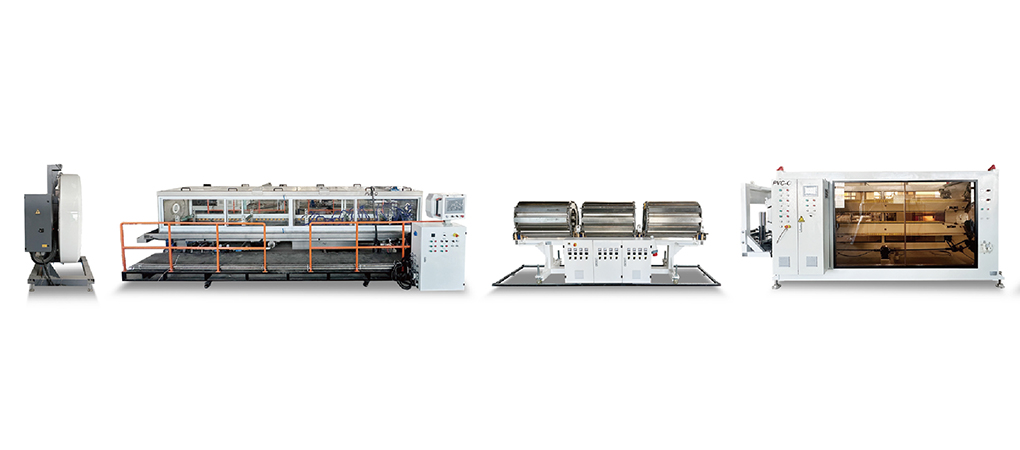
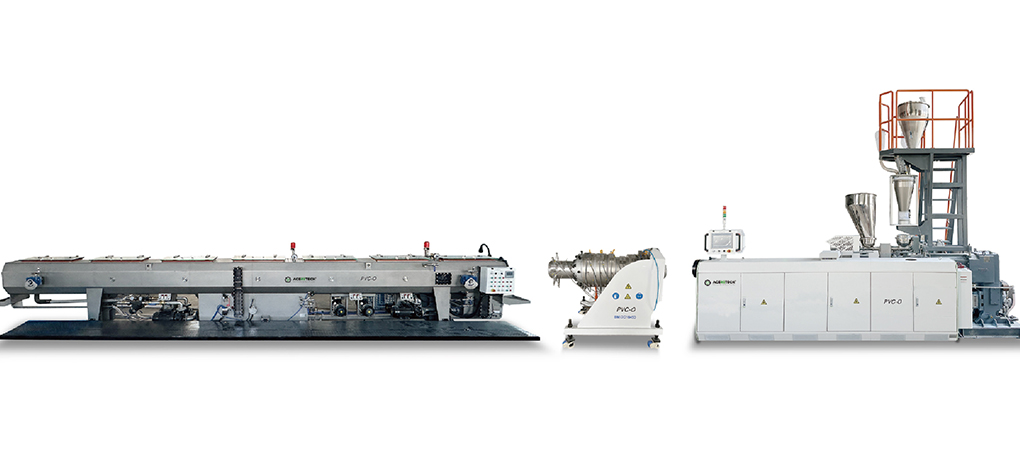
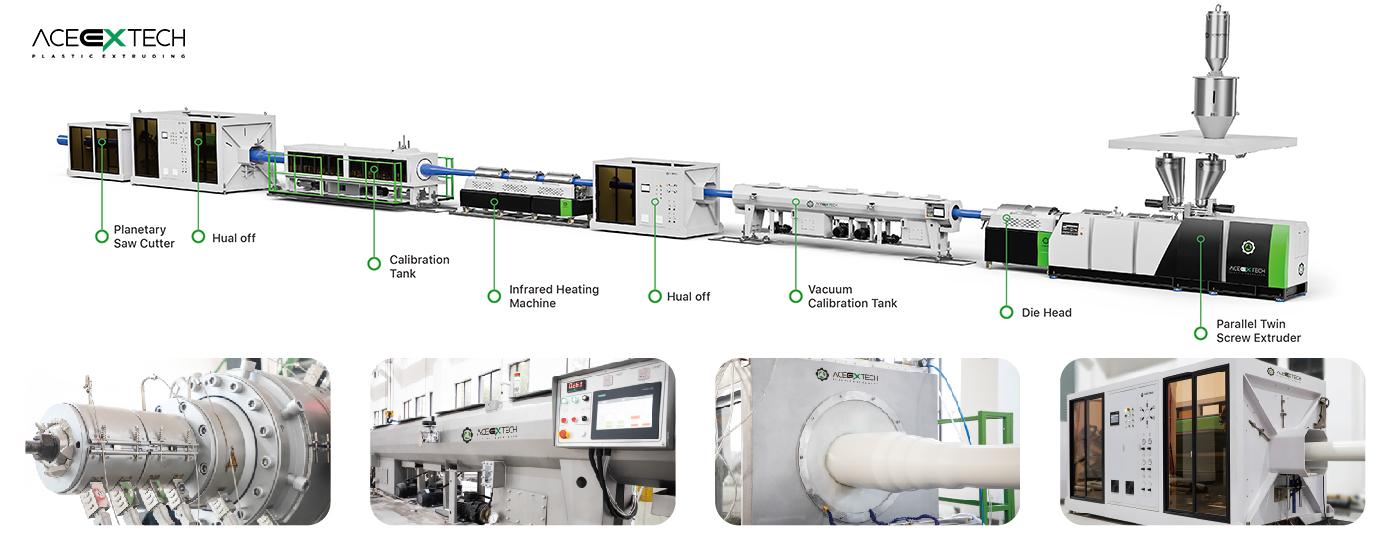
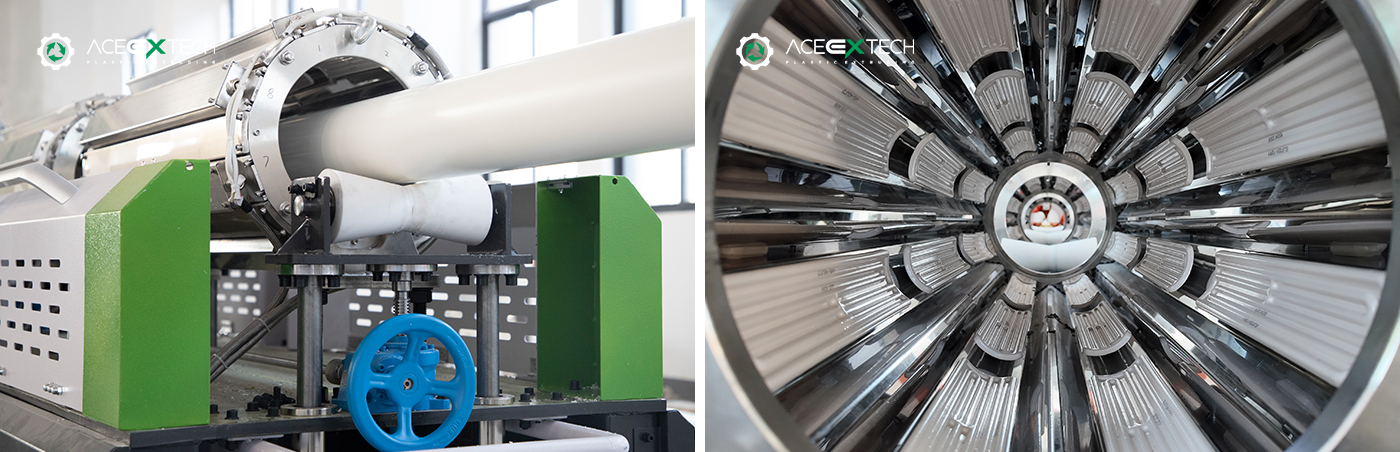
Линия экструзии труб из ПВХ-О
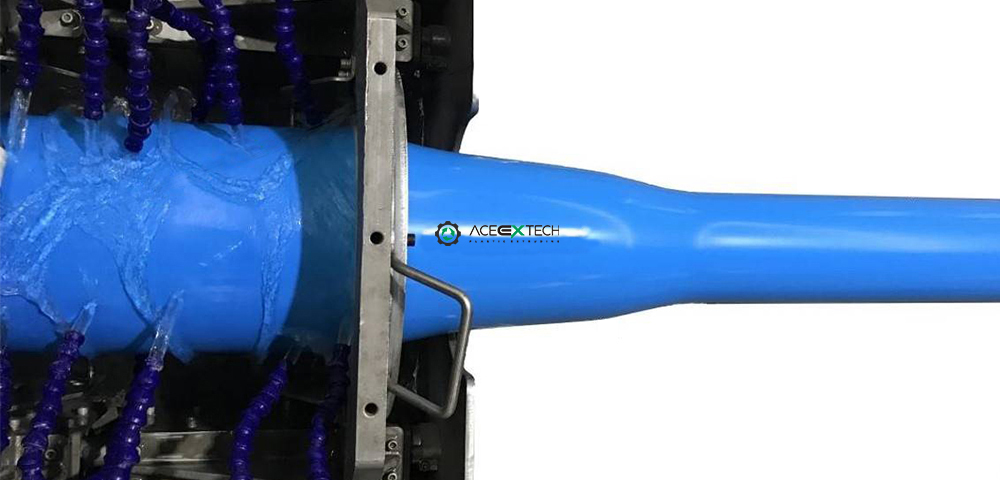
Труба из ПВХ-О — это труба, изготовленная методом двунаправленного растяжения. Характеристики труб, произведенных этим процессом, значительно улучшены по сравнению с трубами из ПВХ-У: ударопрочность трубы повышается примерно в 4 раза, прочность по-прежнему сохраняется при температуре минус -20" C, а толщина стенки трубы из ПВХ-У уменьшается вдвое при том же давлении. Экономится около 47% сырья, а более тонкая толщина стенки означает, что пропускная способность трубы выше, трубы легче и удобнее в установке, а транспортные расходы ниже.


Введение в трубу из ПВХ-У
При растяжении трубы из ПВХ-У, произведенной экструзией, как в осевом, так и в радиальном направлениях длинные молекулярные цепи ПВХ в трубе располагаются в упорядоченном двухосном направлении, так что прочность, прочность и сопротивление трубы из ПВХ могут быть улучшены. Характеристики пробивки, усталостной прочности и устойчивости к низким температурам были значительно улучшены. Характеристики нового материала трубы (ПВХ-У), полученного этим процессом, значительно превосходят характеристики обычной трубы из ПВХ-У.
Исследования показали, что по сравнению с трубами из ПВХ-У трубы из ПВХ-О позволяют значительно экономить сырьевые ресурсы, снижать затраты, улучшать общие эксплуатационные характеристики труб и снижать стоимость строительства и монтажа труб.
Характеристики труб OPVC
Соответствующие стандарты для труб PVC-O
Международный стандарт: ISO 16422-2014 Южноафриканский стандарт: SANS 1808-85:2004
Испанский стандарт: UNE ISO 16422 Американский стандарт: ANSI/AWWA C909-02
Французский стандарт: NF T 54-948:2003 Канадский стандарт: CSA B137.3.1-09
Бразильский стандарт: ABTN NBR 15750 Индийский стандарт: IS 16647:2017
Китайский стандарт городского строительства: CJ/T 445-2014 (национальный стандарт Великобритании находится в стадии разработки)
Метод производства труб PVC-O
Технические параметры
| Diameter (mm) |
Pressure (bar) |
Thickness (mm) | Linear weight (kg/m) | Stretching ratio (%) | Standard | Speed Pro | ||
| Capacity Kg/h | Speed (m/h) | Capacity Kg/h | Speed (m/h) | |||||
| 90 |
1.25 | 1.7 | 0.67 | 1.89 | 90 | 134 | 145 | 215 |
| 16 | 2.1 | 0.82 | 1.89 | 90 | 109 | 160 | 198 | |
| 20 | 2.6 | 1.01 | 1.84 | 90 | 89 | 160 | 160 | |
| 110 | 12.5 | 2 | 0.96 | 1.96 | 140 | 145 | 220 | 225 |
| 16 | 2.6 | 1.25 | 1.92 | 140 | 111 | 220 | 188 | |
| 20 | 3.2 | 1.52 | 1.92 | 140 | 91 | 220 | 166 | |
| 25 | 4 | 1.89 | 1.86 | 140 | 73 | 220 | 134 | |
| 160 | 12.5 | 2.9 | 2.03 | 1.95 | 170 | 83 | 410 | 199 |
| 16 | 3.7 | 2.58 | 1.95 | 170 | 66 | 150 | 175 | |
| 20 | 4.6 | 3.19 | 1.92 | 170 | 54 | 500 | 155 | |
| 25 | 5.8 | 3.99 | 1.86 | 170 | 43 | 500 | 125 | |
| 200 | 12.5 | 3.6 | 3.15 | 1.95 | 220 | 68 | 540 | 171 |
| 16 | 4.6 | 4.01 | 1.94 | 220 | 55 | 540 | 135 | |
| 20 | 5.7 | 4.94 | 1.91 | 220 | 44 | 540 | 109 | |
| 25 | 7.2 | 6.19 | 1.86 | 220 | 35 | 540 | 87 | |
| 250 | 12.5 | 4.5 | 4.93 | 1.95 | 240 | 48 | 190 | 119 |
| 16 | 5.8 | 6.32 | 1.94 | 240 | 37 | 190 | 93 | |
| 20 | 7.2 | 7.80 | 1.89 | 240 | 30 | 190 | 75 | |
| 25 | 9 | 9.68 | 1.86 | 240 | 24 | 190 | 60 | |
| 315 | 12.5 | 5.7 | 7.86 | 1.95 | 295 | 37 | 630 | 80 |
| 16 | 7.2 | 9.89 | 1.95 | 295 | 29 | 630 | 64 | |
| 20 | 9 | 12.29 | 1.90 | 295 | 24 | 630 | 51 | |
| 25 | 11.4 | 15.44 | 1.85 | 295 | 19 | 630 | 40 | |
| 400 | 12.5 | 7.2 | 12.62 | 1.95 | 410 | 32 | 720 | 56 |
| 16 | 9.2 | 16.04 | 1.93 | 410 | 25 | 720 | 45 | |
| 20 | 11.4 | 19.76 | 1.89 | 410 | 21 | 720 | 36 | |
| 25 | 14.4 | 24.77 | 1.86 | 410 | 16 | 720 | 28 | |
Основной экструдер

Основной экструдер имеет усовершенствованную конструкцию с параллельными двумя шнеками, которая обеспечивает стабильную подачу материала и высокоэффективную пластификацию. Соотношение L/D 38:1 улучшает способность плавления, что делает его идеальным для производства труб, листов и профилей из HDPE. Оснащенный высокомоментным редуктором и энергосберегающим двигателем, он работает плавно с низким уровнем шума и сниженным потреблением энергии.
Оснащенный передовыми системами контроля температуры, экструдер поддерживает стабильное качество в различных производственных условиях, подстраиваясь под различные рецептуры.
Форма
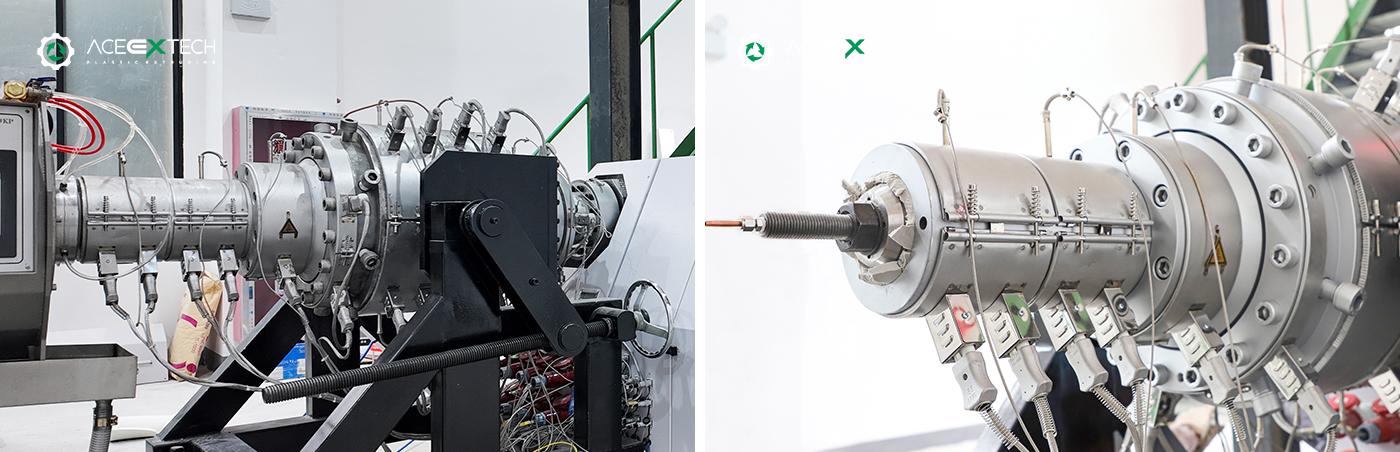
Форма включает специально разработанный канал потока, который обеспечивает равномерное распределение материала и оптимизированный поток расплава, подходящий для производства труб HDPE различных диаметров и толщин стенок. Головка матрицы обработана с высокой точностью и имеет хромированную поверхность для повышенной износостойкости и коррозионной стойкости, что обеспечивает длительный срок службы.
Долговечность: Формы изготавливаются из высококачественных сплавов, что обеспечивает более длительный срок службы и способность выдерживать высокие температуры и давление.
Вакуумный калибровочный бак
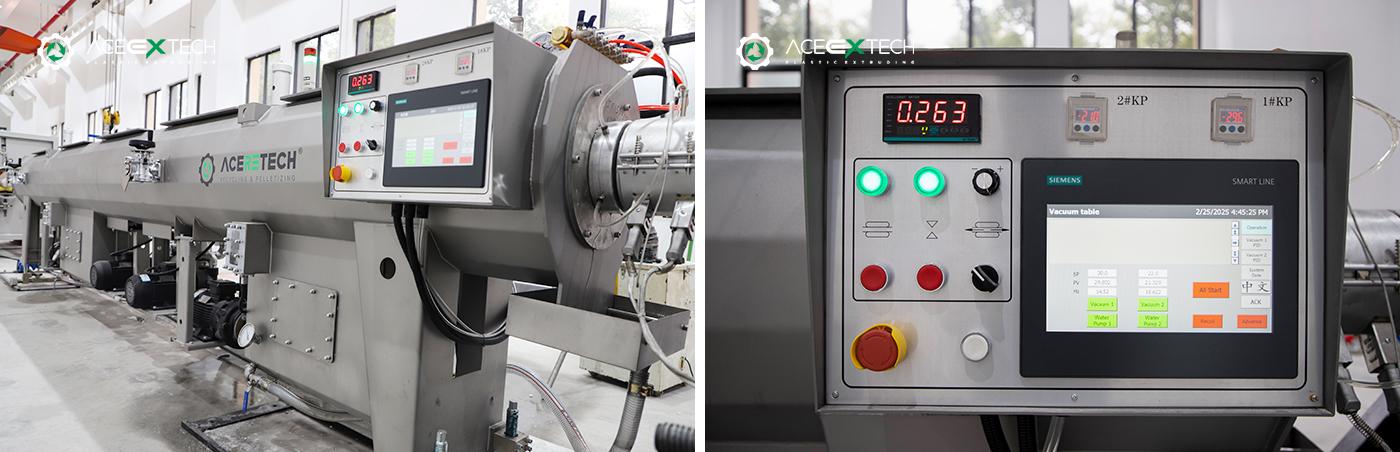
Вакуумный бак оснащен эффективной системой вакуумной калибровки для обеспечения быстрого формирования труб и точных размеров. Изготовленный из нержавеющей стали, он обеспечивает отличную коррозионную стойкость. Резервуар оснащен автоматическим контролем уровня воды и системой циркуляции воды, что значительно экономит водные ресурсы и снижает потребление энергии. Резервуар для распылительного охлаждения использует несколько высокоэффективных распылительных форсунок для равномерного охлаждения, быстрого снижения температуры трубы и обеспечения сохранения формы готового продукта. Интегрирована система контроля температуры воды для дальнейшего повышения стабильности производства и качества продукции.
Тянущее устройство
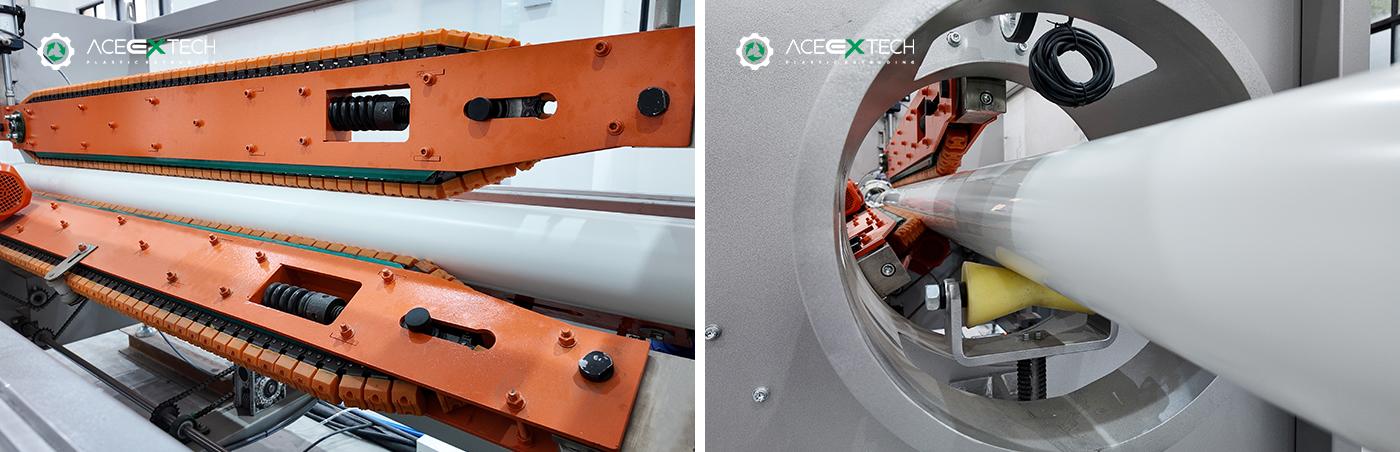
Тянущее устройство спроектировано с пневматическим давлением и имеет максимальную силу тяги 35 000 Н, что обеспечивает стабильную и надежную работу во время процессов экструзии. Скорость тяги устройства регулируется до 4 м/мин, что обеспечивает точный контроль. Оснащенная высококачественным блоком из силиконовой резины (55x29x28 мм) с высоким коэффициентом трения, система обеспечивает долговечную, эффективную тягу при минимальном износе.
Инфракрасная нагревательная машина
Инфракрасная нагревательная машина в основном используется для нагрева и предварительного нагрева материалов OPVC. Благодаря радиационному нагреву материалы OPVC можно быстро нагреть до температуры, подходящей для экструзии, что снижает тепловую нагрузку экструдера и обеспечивает его равномерную и стабильную температуру, тем самым повышая эффективность производства, уменьшая внутреннее напряжение, пузырьки и другие дефекты в трубе, улучшая физические свойства и качество поверхности трубы, а также снижая потребление энергии и потери оборудования.
Калибровочный бак

Калибровочный бак использует водяное охлаждение для предотвращения деформации, позволяя экструдированной мягкой высокотемпературной трубе быстро охлаждаться и формироваться, гарантируя, что внешний диаметр, округлость и толщина стенки трубы будут однородными и постоянными, что соответствует стандартам проектирования, улучшает отделку поверхности и обеспечивает размерную точность, стабильность формы и качество поверхности трубы. Это незаменимое ключевое оборудование на линии экструзионного производства.
Режущий станок

Режущая машина оснащена высокоточной синхронной системой управления, обеспечивающей резку без пыли с гладкими и чистыми краями. Лезвие вращается вокруг трубы и пневматически управляется для точного входа, что позволяет выполнять высококачественные разрезы без мусора. Скорость резки синхронизирована с производственной линией до 4 м/мин, что оптимизирует как эффективность производства, так и качество. Машина управляется Siemens PLC, что обеспечивает стабильную и надежную работу. Кроме того, бесшумная режущая камера снижает уровень шума во время работы.

